论文摘要:本文结合当前发动机制造技术的发展趋势,通过对伺服压力机在发动机气门座圈压装工艺的应用的介绍,剖析了当前伺服压力机在发动机制造中的应用优缺点。
关键词:伺服压机,发动机制造,气门座圈
0前言
伺服压力机作为一种新的技术,有着传统液压压力机不具备的优势,在汽车制造环节如缸盖气门座圈和导管压装、缸体水道堵盖压装、变速器轴承压装、轮毂轴承压装等工艺中,正随着设备更新等方式逐步替代传统的液压压力机,有效提升了汽车制造工艺水平。
1伺服压力机结构和工作原理
作者所在的工厂主要生产两个系列多种型号小排量发动机,其中缸体水道堵盖压装和缸盖气门座圈气门导管均用到伺服压力机。
伺服压力机主要由滚珠丝杆、滑块、压轴、壳体、力传感器、齿形同步传动装置(精密型系列除外)、伺服电机(无刷直流电机)组成,如图1。
伺服电机是整个伺服压力机的驱动装置,电机的解析编码器能产生数字信号,分辨率高达0.1微米,精度高,测量速度快,适合较大的轴向速度。
应变式力传感器是通过静态的弹性形变实现电阻的测量,具有稳定性好、成本低、应用范围广、操作简单等优势。
滚珠丝杆、齿形同步传动装置都是完成伺服电机到压轴的传动,特点是结构稳定、精度高、故障率低。
PROMESS公司的UFM软件可以通过OCX控件(可选)生成各种客户化的界面。UFM软件主要用于创建压机工艺程序及记录、显示和保存压装过程中的数据。所有这些数据保存在默认的ACCESS数据库里,对压装过程实现100%可追溯。
伺服压力机控制执行过程:通过PROMESSUFM软件编程运动过程控制,传输到数控应用模块,再通过伺服驱动器驱动伺服电机的运动,经过传动装置实现输出端的运动控制。压轴压出后压力传感器通过形变量反馈模拟量信号,经过放大、模数转换,变成数字量信号输出到PLC,实现压力监控;通过伺服电机解析编码器反馈位置信号,实现位置监控。
2气门座圈压装工艺要求
气门座圈的压装对质量要求比较高,相应的对压装力要求非常高。压装力过小会出现座圈不能压装到座圈孔底部,造成座圈与座圈孔之间存在间隙,导致座圈在发动机长期运行中掉落,压装力过大则会导致气门座圈边缘崩裂甚至缸盖内部出现裂纹,必将导致发动机寿命大大降低。
3Promess压力机应用于气门座圈压装
我公司发动机工厂缸盖线目前使用的是德国JWFrolich品牌的导管座圈压装机对气门座圈进行压装,下面简析该压装机压装气门座圈的过程:①机械手抓取缸盖;②机械手旋转73.5度(保证座圈底孔与水平面垂直);③机械手移动到探测工位(判断座圈底孔是否存在座圈);④机械手移动到压装工位;⑤导管压装导套(在缸盖的对侧同轴)伸出顶住弹簧座圈面,使座圈压装时机械手Y方向保持不动,保证座圈的压装力和深度;⑥气门座圈经分料器分料至座圈压头,压头上集成的磁铁可保证座圈与底孔平行且压装过程不会掉落;⑦座圈伺服压力机动作完成压装,同时完成对座圈压装过程中压力和位移的监控。

 低压输送系统
低压输送系统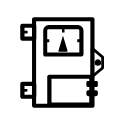 空压机
空压机 粉罐配件
粉罐配件 液压站
液压站 振动电机
振动电机 润滑系统
润滑系统